


A chemical company contacted Carrier Vibrating Equipment with a need to transport an extremely high-temperature chemical catalyst immediately after it had been processed in a rotary calciner. Considering the high-temperature product that was to be handled, the customer needed a solution to safely and efficiently move the catalyst.
Customer Requirements
- Transport 1,500°F high-temperature chemical catalyst
- Eliminate product cross-contamination
- Employee safety
- Limited floor space
- Easily cleaned
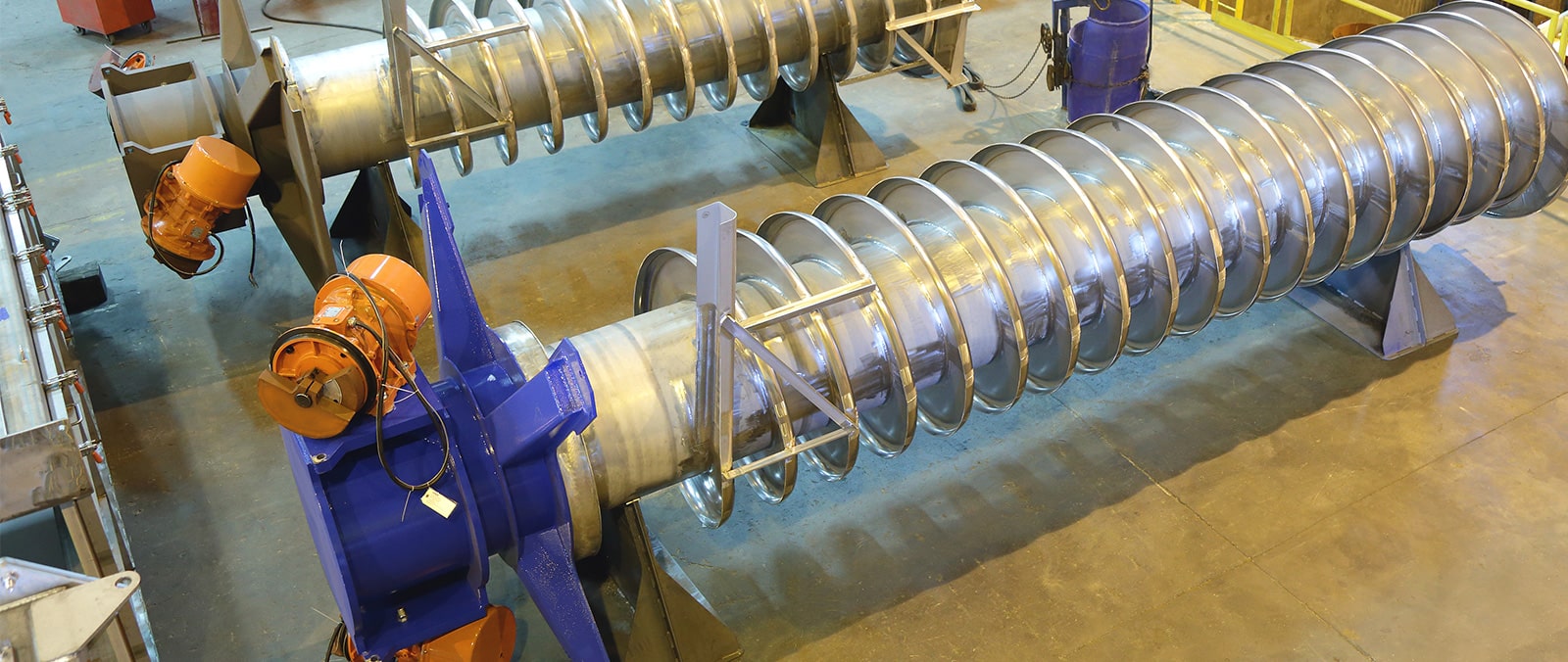
Solution
Carrier Vibrating Equipment recommended two vibratory spiral elevators to meet the customer’s requirements. Each vibrating spiral elevator was designed with 4” sidewalls and enclosed in a stationary metal shroud for additional operational safety.

