


Posted on January 26th, 2018 by Carrier Vibrating
Food producers have a wide range of concerns about food products traveling along the production line. They want their food to be fresh and delicious, but also sanitary and safe to eat. Quality control issues are not only a public food safety issue but are also costly to dispose of contaminated food and shut down the production line to fix the issue. Keeping every aspect of a food production line clean and sanitary can be a challenge, but using the right equipment for the job can help make that challenge easier to manage.
The biggest bottleneck in the food production process when it comes to sterilization and cleanliness is anytime food is being transported from one area to another simply because the food is moving across different surfaces and environments. This movement increases the risk of coming in contact with a source of contamination or creating a quality control issue.
Food producers who use conveyor belts to transport their products run into these issues during transport since the belts have lots of moving parts and are hard to clean completely. Food will get caught in the cracks and crevices of the belts, allowing it to spoil and possibly get mixed back into the food stream.
Vibrating Conveyors Allow for Sanitary Conditions
The solution to this food safety issue is to use a food-grade vibrating conveyor design to transport the product. With a sanitary design, vibrating conveyors are widely used in food production, simply due to having fewer moving parts and a bed design that is easy to clean. There are not the nooks and crannies and moving areas for food to become trapped in, and the smooth surfaces clean quickly and easily.
Vibrating conveyors also follow a plug flow model, which means that the first product on the conveyor is the first off, and the product is not carried back through the production line or left on the conveyor for longer than intended. Additionally, vibratory conveyors transport more gently than other methods, while also evenly spreading and mixing the food product, leading to less product damage and a better final result.
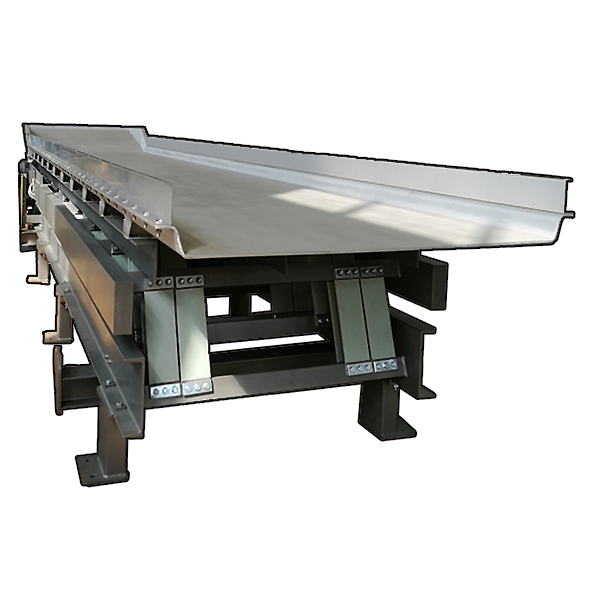
Features of Carrier Vibrating Conveyor
Carrier Vibrating Equipment has experience creating food grade vibrating conveyors just for the food production industry and can construct them to fit specific sanitation needs. The vibrating bed can be made with stainless steel with exterior skip welds or a solid surface, with the food contact areas ground and polished to a 120 grit finish. The surface can also be made of other materials if needed or coated in Teflon.
The exterior of the conveyor can be painted in food-grade enamel paint, the exposed welds can be caulked, and the actual bed can be designed for easy removal to speed up the cleaning process. The springs can be shrouded coil, leaf springs, or rubber, which allows for the entire machine to be hosed down and cleaned without concern, and prevents food or debris from building up on any exterior surfaces.
This sanitary design while being constructed means there are no cracks, ledges, or voids where food can become trapped or built up, and corners can be rounded to make sure everything flows and does not get caught or stuck while conveying.
Additionally, Carrier’s vibrating conveyors can include the ability to dewater or screen, and if the product needs to be sprayed or coated the vibrating motion ensures this is done evenly.
Conveyor belts in food production do tend to be less expensive initially than a vibrating conveyor, but once maintenance and sanitation issues are factored into the long-term costs, vibrating conveyors are less costly. How much does it cost you to shut down production to fix a conveyor belt or sanitize problem areas?
If you’re running into quality control and sanitation issues with your conveyor belt system, contact a representative at Carrier Vibrating Equipment to find out how we can help find a food-grade vibrating conveyor solution that works for you.

